Matériau Inconel 718, méthode de formation de tête de boulons à tête fraisée à douze points (一)
L'Inconel 718 est un superalliage à base de nickel Ni-Cr-Fe-Nb renforcé par précipitation. Les phases de renforcement sont la phase γ'' carrée centrée sur le corps et la phase γ' cubique centrée sur la face. La désignation nationale est GH4169. Comparé à d'autres alliages à haute température, l'Inconel 718 présente une bonne stabilité thermique et une bonne résistance à la corrosion, ainsi qu'une excellente durabilité à la fatigue et au fluage à des températures inférieures à 650 ° C. Par conséquent, il a été largement utilisé dans diverses parties chaudes des moteurs d'avion [ 1-3]. Le boulon à tête fraisée à douze points Inconel 718 est un produit représentatif des fixations aérospatiales à haute température et à haute résistance. La tête est généralement formée par frappe à chaud et la déformation de la tête est relativement importante pendant le traitement. En raison de la composition complexe de la phase d'alliage et des diverses structures du matériau Inconel 718, la plasticité du processus est médiocre et la résistance à la déformation pendant le travail à chaud est relativement grande, de sorte que la difficulté du formage à chaud est augmentée. En particulier pour les boulons à tête fraisée à douze points avec cônes à tête fraisée, la forme complexe de la tête aggrave encore l'inhomogénéité du champ de température pendant le traitement thermique, rendant les caractéristiques de répartition des contraintes plus compliquées que celles des boulons à tête fraisée à douze points conventionnels. Les performances de traitement se détériorent et il est difficile de garantir les exigences de taille, métallographiques et de performances des pièces. Dans cet article, visant les propriétés matérielles et les caractéristiques structurelles des boulons à tête fraisée à douze points en Inconel 718,
2 Caractéristiques du produit
2.1 Structure du produit et caractéristiques de performance
Dans le cadre d'un appel d'offres global d'une compagnie d'aviation civile internationale, une commande a été obtenue pour un certain type de boulon à tête fraisée à douze pointes. La structure de la pièce est illustrée à la figure 1 et les exigences de performances sont indiquées dans le tableau 1. La tête de la pièce est composée d'une tête à douze pointes et d'une face fraisée. La tête à douze points peut garantir une force uniforme pendant le serrage et empêcher la clé de glisser. L'angle de la face fraisée de la pièce est de 60°~64° et le diamètre du cercle extérieur est de 14,09+0-0,24 mm. En raison de la forme complexe de la tête du boulon et des exigences élevées de précision d'usinage, il est difficile pour la tête dodécagonale et la tête fraisée de répondre aux exigences de précision dimensionnelle de la pièce lorsque la tête est traitée par le processus de frappe à chaud.

2.2 Propriétés des matériaux et difficultés de mise en forme
Le superalliage Inconel 718 a une composition de phase d'alliage complexe et diverses structures, ce qui réduit la plasticité du processus pendant le travail à chaud et rend le matériau très sensible aux changements des paramètres du processus de travail à chaud. Une température de déformation plus élevée peut obtenir des particules recristallisées uniformes et fines, mais si la température de déformation est trop élevée, le temps de refroidissement après déformation sera prolongé et le temps de séjour à haute température entraînera également une croissance anormale des grains, affectant ainsi la mécanique de les performances de la pièce. De plus, pour les boulons à tête fraisée à douze pans en Inconel 718 avec des formes de tête complexes, il existe un gradient de température évident lors du travail à chaud. Lorsque la température de déformation est trop basse, cela entraînera un risque de remplissage insuffisant de la tête.
3 Analyse de la technologie de traitement
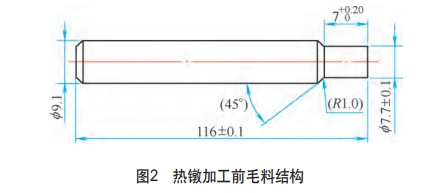
Afin de garantir que le produit fini répond aux exigences du dessin, la tête du boulon ne peut être formée qu'en refoulant une seule fois, et le rapport de refoulement et de forgeage doit être réduit autant que possible pour faciliter le formage. En fonction de la taille du cercle extérieur de la partie à face fraisée, une barre de φ9,1 mm est sélectionnée pour le traitement. Étant donné que la distance entre les côtés de la partie de tête dodécagonale est de 7,95 mm, il est impossible d'utiliser directement de la laine de φ9,1 mm pour le refoulement, de sorte que le diamètre du matériau de la partie formant la tête dodécagonale doit être tourné à φ7,7 mm. La structure de la laine avant frappe à chaud est représentée sur la figure 2.
Grâce à l'analyse du processus ci-dessus, le processus principal du boulon est formulé : découpage → meulage → tournage → tête à chaud → solution → face d'extrémité de tournage et tige polie → meulage de la tige polie, diamètre du filetage de roulement → marquage → filet de laminage à froid → filetage de laminage →vieillissement →Détection de particules magnétiques fluorescentes→Détection de performances et de structures métallographiques→Emballage.
3.2 Processus de frappe à chaud
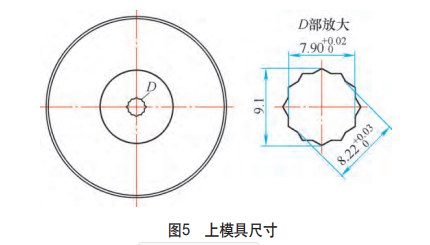
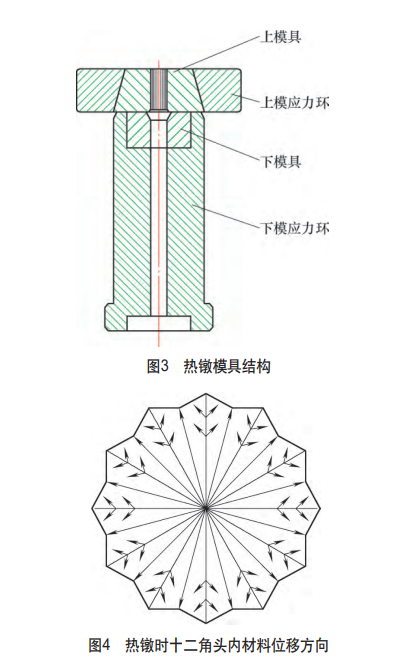
(1) Matrice de frappe à chaud Selon la structure du boulon et les caractéristiques de taille, une matrice de frappe à chaud avec une combinaison de matrices supérieure et inférieure est utilisée, et la structure est illustrée à la figure 3. Parmi eux, le moule supérieur est un moule à 12 points. moule, le moule inférieur est une plate-forme inclinée et la surface d'extrémité est la surface de séparation des moules supérieur et inférieur.
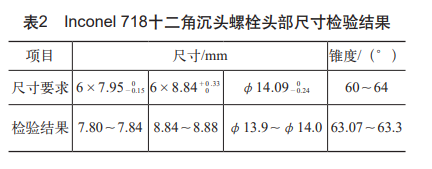
Lorsque ce moule est utilisé pour le refoulement, il arrive souvent que le remplissage des douze coins de la tête ne soit pas complet, et que les pièces ne puissent pas répondre aux exigences du dessin. Selon le théorème de résistance minimale, lorsque le matériau métallique est déformé plastiquement, la particule interne se déplace dans la direction de la résistance minimale, c'est-à-dire que la particule se déplace vers la direction normale la plus courte de la zone environnante déformée, comme le montre la figure 4. Pour le type à tête dodécagonale, puisque la longueur normale vers le coin concave est plus courte que celle du coin convexe, la résistance du point de masse au déplacement du coin concave est plus petite, ce qui entraîne moins de déplacement du matériau métallique dans la direction du coin convexe, et le coin convexe est thermiquement bouleversé. Le remplissage n'est pas complet. En modifiant la vitesse de déformation du matériau, la résistance du matériau au déplacement du lobe peut être réduite, mais lorsque la vitesse de déformation du matériau est trop rapide, la force d'impact pendant la déformation est trop importante, ce qui augmentera évidemment la vitesse d'usure du moule et raccourcir la durée de vie du moule. Dans le même temps, une vitesse de déformation excessive provoquera une déformation inégale du matériau, entraînant des fissures locales dans la pièce, il est donc nécessaire d'ajuster raisonnablement la vitesse de déformation du matériau.
Sur la base des raisons ci-dessus, la distance des coins concaves de la matrice supérieure est ajustée à φ8,22 + 0,03 -0 mm (voir Figure 5), la contrainte pendant la frappe à chaud est modifiée et le processus de pré-déformation est augmenté pour réduire la vitesse de déformation. Grâce à plusieurs tests de refoulement sur site, la distance diagonale de la tête à douze coins de la pièce a été mesurée et les résultats des tests sont présentés dans le tableau 2.
Les résultats montrent que l'effet du frappe à chaud est amélioré en ajustant l'écartement de la matrice, ce qui résout le problème de la forme incomplète de la tête dodécagonale et peut garantir les exigences de taille de tête de la pièce.